專注高精密零件CNC零件加工
從設(shè)計到機(jī)加工,讓高品質(zhì)零件制造更簡單
13751188387

13751188387
備)")
熱搜關(guān)鍵詞:
本文目錄
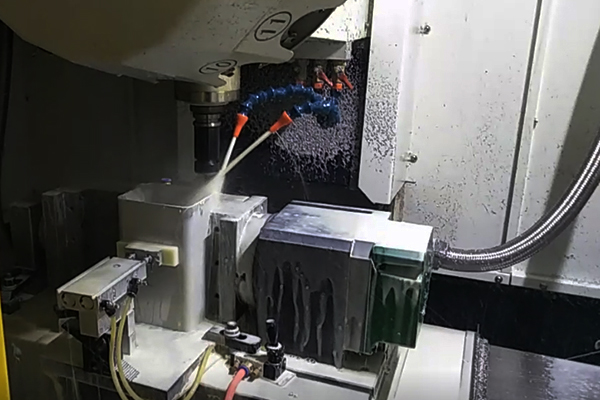
CNC(數(shù)控機(jī)床)是計算機(jī)數(shù)字控制機(jī)床(Computer number control)的簡稱,是一種裝有程序控制系統(tǒng)的自動化機(jī)床。該控制系統(tǒng)能夠邏輯地處理具有控制編碼或其他符號指令規(guī)定的程序,并將其譯碼,從而使機(jī)床動作并加工零件。 鋁合金 cnc就是鋁合金數(shù)控機(jī)床的意思
費用計算按照以下幾個因素進(jìn)行:加工難度、零件數(shù)量、材料費和加工時間。
通常來說,加工難度越大,費用越高;零件數(shù)量越多,費用也會相應(yīng)上漲;材料耗費也會影響到費用,通常鋁合金材料價格相對較高;加工時間決定了機(jī)器的使用時間和加工師傅的工作時間,也是費用的一個重要影響因素。
因此,在進(jìn)行CNC加工鋁合金件時,需要根據(jù)以上因素合理計算費用,以確保合理性和透明度。
你好,我來為你解答,拿10毫米的刀作為例子,鋁料的轉(zhuǎn)速1500每秒左右,切削量在可在0.5mm左右,較大的刀轉(zhuǎn)速依次減小,
較小的刀依次轉(zhuǎn)速加大,注意哦轉(zhuǎn)速太快鋁是會粘刀的哦,加工鋁不需要用合金的涂層刀具,我們回答就是這樣,希望幫到你
在CNC加工鋁料時,需要選擇適合鋁材的膠水,涂抹均勻在鋁材表面,將需要加工的鋁材固定到工作臺上,等待膠水干燥后開始加工。
建議選擇具有耐高溫、強(qiáng)粘性和易剝離的膠水,確保加工過程中鋁材不會發(fā)生移位或抖動,從而保證加工精度。
調(diào)節(jié)350G CNC鋁型材加工中心的程序涉及到以下幾個步驟:
1. 程序修改:根據(jù)所需的加工過程和要求,修改機(jī)床控制系統(tǒng)中的程序代碼。您可以使用相應(yīng)的軟件編輯程序,添加、刪除或修改代碼,以達(dá)到所需的加工效果。
2. 刀具選擇:根據(jù)加工工序和要求,選擇適合的刀具。考慮切削材料、刀具類型、尺寸和切削參數(shù)等因素,選擇最佳的刀具進(jìn)行加工。
3. 參數(shù)調(diào)整:根據(jù)所使用的刀具和工件材料,調(diào)整加工中心的參數(shù)設(shè)置。這包括切削速度、進(jìn)給速度、進(jìn)給深度、切削深度等。根據(jù)不同的加工任務(wù)和要求,可以進(jìn)行適當(dāng)?shù)膮?shù)調(diào)整。
4. 切削測試:在進(jìn)行實際加工之前,進(jìn)行切削測試以驗證程序和參數(shù)的正確性。可以選擇一塊樣品材料進(jìn)行試切,并觀察加工過程和結(jié)果是否滿足要求。根據(jù)測試結(jié)果,進(jìn)行必要的調(diào)整和修正。
精雕機(jī)做鋁件轉(zhuǎn)速最好12000,進(jìn)給速度0.2~0.3,吃刀深度4mm,進(jìn)刀0.5。 精雕機(jī)(CNC engraving and milling machine)它是數(shù)控機(jī)床的一種。 金屬激光精雕機(jī)可對金屬或非金屬板材,管材進(jìn)行非接觸切割打孔,特別適合不銹鋼板、鐵板、硅片、陶瓷片、鈦合金、環(huán)氧、A3鋼、金剛石等材料的激光切割加工。該設(shè)備運(yùn)行穩(wěn)定可靠、加工質(zhì)量好、效率高、操作簡單維護(hù)方便。
用直徑大點的銑刀盤,轉(zhuǎn)速盡量高些,但機(jī)床不能發(fā)震,粗銑留0.3-0.5mm余量再進(jìn)行精加工。
能不能達(dá)到取決于銑刀線速度夠不夠,刀片鋒利與否。要直徑大點的銑刀盤就是為了容易達(dá)到高線速度,光提高轉(zhuǎn)速不加大銑刀盤直徑效果不好。這樣做一般情況是能達(dá)到0.8粗糙度的另外,精銑的時候要加足量切削液。
cnc加工鋁件和鋼件吃刀量:
背吃刀量和切削深度是一個意思一般用ap表示,指的是在包含主運(yùn)動和進(jìn)給運(yùn)動方向的平面的垂直方向上測量,對于外圓車削而言,背吃刀量等于工件已加工表面與待加工表面的垂直距離;背吃刀量是指刀具切削工件的深度,(只是指單邊的即在半徑上算);切削用量,切削深度,被吃刀量都是一個東西;切削量是指工件在加工時一次走刀工件直徑的減少量。被吃刀量說的是徑被切去的量,而切削量指的是直徑上被切去的量。所以:切削量=2×被吃刀量被吃刀量一般用ap
系")
咨詢熱線
13751188387Copyright ? 2016-2025 深圳捷百瑞科技有限公司 版權(quán)所有備案號:粵ICP備09064282號
 捷百瑞
捷百瑞
療設(shè)備配件鋁合金cnc加工")
筆記本鋁合金中框cnc加工廠家")
筆記本鋁合金面板CNC加工")
品外殼CNC加工廠家")
