專注高精密零件CNC零件加工
從設計到機加工,讓高品質零件制造更簡單
13751188387

13751188387

熱搜關鍵詞:
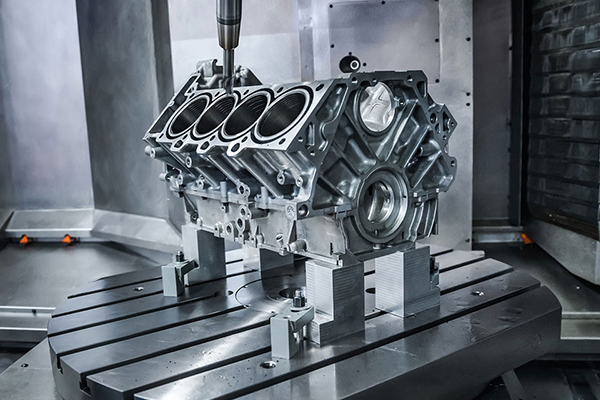
隨著科技的不斷進步和人們對高質量產品的需求越來越高,各種高精密零部件市場也越來越大。而鋁合金外殼零件作為一種常見的高精度零部件,其要求嚴謹的制造工藝和高耐用性能在市場中占據著重要的地位。對于復雜型腔的鋁合金外殼零件,cnc加工技術成為了首選。下面就來詳細介紹一下復雜型腔的鋁合金外殼零件在如何CNC加工的過程中需要注意的一些問題。
首先,對于復雜型腔的鋁合金外殼零件,其設計和制造難度都比較大。因此,設計師和制造人員需要具備豐富的經驗和專業知識。在設計方面,需要考慮到零件的結構、尺寸、表面狀態、加工工藝等多項因素,才能保證零件的質量和性能。在制造方面,需要選用適當的設備和工具,預先進行合理的加工路徑規劃,以提高加工效率和減少誤差。
然后,對于CNC加工技術的應用,其主要特點是數字化控制,可以實現高精度加工。不僅可以精確的控制加工路徑和速度,還可以對零件的加工過程進行實時監測和反饋。但是,對于復雜型腔的鋁合金外殼零件,其加工難度較大,需要對CNC加工設備的性能、特點和加工工藝進行深入了解,才能更好地完成加工任務。
此外,對于CNC加工過程中的一些技術細節也需要重視。例如,加工前需要進行充分的準備和清潔,以確保加工環境衛生和零件表面的光潔度。同時,在加工過程中需要關注刀具的磨損情況,及時更換,以避免因刀具磨損導致的誤差和不良加工。此外,對加工過程中的冷卻液的使用和處理也需要特別注意。
最后,對于復雜型腔的鋁合金外殼零件在CNC加工過程中可能出現的一些問題需要提前處理。例如,可能會出現加工殘留物,需要及時清理,否則會影響后續的加工或者零件的質量。同時,還需要注意后續的熱處理和表面處理工藝,以確保零件的質量和耐用性。
2.1 鋁合金材料工藝及加工方式
在用 CNC機進行復雜型腔的鋁件加工時,如何選用合適的鋁材是一個很重要的問題。鋁合金的主要成分為A1,其沸點為2060攝氏度,熔點為600攝氏度,與其他金屬合金相比,具有更輕、更高的密度和更高的熱傳導性。在實際數控機床加工過程中,采用鋁合金材料時,設備的切削力度比較低,與其他材料加工時切削力較大的情況相比,可以在一定程度上減少積削瘤的出現,提高零件的加工質量。與此同時,由鋁合金材料制造出來的零件具有很強的導熱性,這就需要有關人員在數控機床的切削過程中,選擇合適的冷卻方法和刀具材料,來將溫度降下來,提高產品的品質。因為由鋁合金材料制造出來的零件,與其他材質的零件相比,硬度比較小,因此,變形的概率也比較大,因此,如何解決變形問題就顯得比較重要了。有關人員要積極地對加工工序進行分析,減輕零件的夾緊力,減少加工振動對零件變形的影響,使其在加工的時候一直處于松弛的狀態,這樣可以有效地節約能耗,縮短產品周期,降低生產成本,提高產品的精度。還可以采用手動冷校正的方法,對加工出來的零件成品進行校正,利用外力來減少零件的內部壓力,從而有效地防止變形。
2.2數控機床的工藝及加工方式
在復雜新腔鋁合金零件的加工過程中,如果要有效地提高零件的加工質量和加工精度,那么就應該將對數控機床的選擇放在第一位。數控機床的種類非常多,主要包括了數控銑床、數控車床、加工中心等。在實際生產加工的時候,相關人員要以鋁合金零件的應用標準和應用方向為依據,合理地選擇數控機床的類型,尤其是在生產復雜型腔零件的時候,相關人員要對數控機床的加工軸數量、生產零件的尺寸等進行詳細的分析,有針對性地在臥式、立式及轉換式數控機床中進行選擇。
除此之外,在進行復雜型腔鋁合金零件的加工時,要以零件的特性為依據,對加工和裝夾工藝進行優化,設計出適合多種類型的腔面零件的加工方式,減少換刀的次數及裝夾次數,從而提高產品的質量,使數控機床的優勢得到最大程度的發揮。當使用水平的 CNC機床時,與其他 CNC機床相比,它的主軸比較均衡,能有效的實現多軸的聯動加工,適用于制造箱形零件;而對于立式 CNC機床來說,它的主軸是豎直的,這樣就能很好的解決零件的內腔和外腔的加工問題,并且它還能通過轉動來達到五軸的同步運行;采用立式 CNC機床,可在裝夾過程中對鋁合金構件進行五個側面的切削,更適用于復雜構件的制造。
2.3復雜型腔加工方式及工藝
利用數控機床對復雜模腔鋁合金材料進行加工時,要根據鋁合金零件的使用情況,合理地選擇不同的加工方式,對復雜模腔零件的壁厚進行控制,將其控制在20 mm左右。其次,在進行正向裝夾作業時,應采用壓板壓邊的方法,為工件預留一定的余量,同時,有關人員可在工件的底部安裝襯墊,以減少因加工而產生的震動對工件質量的影響[4]。在進行夾緊工作時,為了提高工件的精確度,必須一次將工件的四個側面進行加工。
對于僅需對內部腔體進行加工的零件,大部分都是只有少數幾個面,相關工作人員可以選擇帶有切削刀的設備,這樣可以縮短工序過程,縮短工作時間,與此同時,還可以采用螺旋進刀的方法來提高鋁合金零件的生產效率。對于要加工內腔和外腔的零件,有關工作人員要重視,在進行裝夾工作時,要同時加工零件本身的內外輪廓,這樣才能保證零件的內外輪廓的準確性,提高生產加工的質量,為零件的后續應用打下堅實的基礎。
綜上所述,對于復雜型腔的鋁合金外殼零件在CNC加工過程中需要注意的問題還是比較多的。設計和制造人員需要具備豐富的經驗和專業知識,對加工設備和工藝進行深入了解,才能更好地完成加工任務,并保證零件的高質量和高性能。
咨詢熱線
13751188387





